Facebook
Facebook Google
Google GitHub
GitHub Linkedin
Linkedin
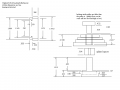
I need to mill a slot in a piece of 1" x 1/4" aluminum. I want a screw to be able to slide up and down in the slot with the head of the screw at or beneath the surface of the material with the slot.
This job is really beyond the capability of my little router but I got to thinking that I could use my bench top Ryobi drill press since it is a simple straight line mill.
Is it possible to use my press? If so, what type of bits would I use for this job? Just two metal cutting bits? One for the screw shank? One to "countersink" the head?
This job is really beyond the capability of my little router but I got to thinking that I could use my bench top Ryobi drill press since it is a simple straight line mill.
Is it possible to use my press? If so, what type of bits would I use for this job? Just two metal cutting bits? One for the screw shank? One to "countersink" the head?