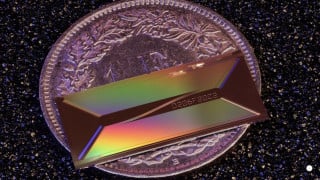
Referring to the below picture, is it considered as poor solder wetting?
if yes, what is the cause leading to this condition, and is it reworkable?
It happens in the same location on the PCB.
I
I can't be sure it appears the copper board is defective (copper too thin). If this is the case the board is scrap. Perhaps the SMT flux (the sticky stuff that hold both the solder in suspension is corrosive? Time for a second opinion. The SMT shop I used to work for measured theirs before running them.
Referring to the below picture, is it considered as poor solder wetting?
if yes, what is the cause leading to this condition, and is it reworkable?
It happens in the same location on the PCB.
IView attachment 317427
It's difficult to tell from that picture, can you post additional pictures, and maybe a picture of the bare PCB? At first glance, it appears the pads are too big (wrong footprint) and perhaps the solder mask used was too small (not enough solder paste). Also check your reflow profile, it looks like the copper might not have come up to full temperature, which will prevent the solder from flowing properly. Also make sure the boards are clean before they are populated, if the copper is dirty or has corrosion on it then the solder won't flow properly.
To try to manually rework it, I would put down some flux, then brush over it with a hot iron with a tiny bit of solder on it. The ideal fix would be a new rev of the board with a proper footprint, a possibly cheaper stop-gap fix would be to double check the solder mask and make sure it matches the size of pads on the current board to be sure it's getting enough paste for those large pads and that the reflow profile is good. What you have there should be functional, some quick manual rework as described above should improve it.
It looks like you may have had contamination, either oils or corrosion, on the bare board before assembly. This would cause the blotchy areas where the solder didn't flow. Check the bare boards before you do anything to them to see if there's any obvious corrosion. The pads are excessively long, but I don't think that caused this issue. As MrSoftwaresays, the boards should be re-workable. I'd scrub those areas clean with a solvent and let it dry completely before dabbing flux on it and hitting it with a soldering iron.
Is it possible that you used water soluble or acid flux on the boards?
It does look very much like poor solder wetting of the copper surface. If ti was a reflow solder process then probably there was not either enough solder or both enough solder and flux.
The repair is hand soldering with both enough solder and a more active solder flux.
My suggestion for a production change would be to use tin plated boards.
It does look very much like poor solder wetting of the copper surface. If ti was a reflow solder process then probably there was not either enough solder or both enough solder and flux.
The repair is hand soldering with both enough solder and a more active solder flux.
My suggestion for a production change would be to use tin plated boards.
Now that you mention it, those pads do kind of look like bare copper don't they? I don't think I've ever seen that before, even the cheap proto boards use HASL by default.
IMHO, gold is the way to go and it's what I use on my personal boards, but I guess that's up to their number crunchers to decide if the increase in quality is worth the extra few pennies per board.
It's difficult to tell from that picture, can you post additional pictures, and maybe a picture of the bare PCB? At first glance, it appears the pads are too big (wrong footprint) and perhaps the solder mask used was too small (not enough solder paste). Also check your reflow profile, it looks like the copper might not have come up to full temperature, which will prevent the solder from flowing properly. Also make sure the boards are clean before they are populated, if the copper is dirty or has corrosion on it then the solder won't flow properly.
To try to manually rework it, I would put down some flux, then brush over it with a hot iron with a tiny bit of solder on it. The ideal fix would be a new rev of the board with a proper footprint, a possibly cheaper stop-gap fix would be to double check the solder mask and make sure it matches the size of pads on the current board to be sure it's getting enough paste for those large pads and that the reflow profile is good. What you have there should be functional, some quick manual rework as described above should improve it.
Pretty much I agree so far. But as a Veteran inspector of over 30 years in the business, from the photograph it's hard to tell for sure. Even though IPC-610 recommends a limited magnification for inspection purposes a higher magnification would be in order to determine the problem/cause. Because the picture is unclear (to me) it could be solder mask, could be contamination, could be lots of things.
IMHO, gold is the way to go and it's what I use on my personal boards, but I guess that's up to their number crunchers to decide if the increase in quality is worth the extra few pennies per board.
On the subject of gold, it dissolves into the solder making it brittle. Since this is SMT embrittlement shouldn't be a large issue. But if the board is going to see high shock and vibration then gold is IMHO not the way to go. Bit of a disagreement between MrSoftware and myself. But I respect all opinions. We each have our own experiences and see the world from our own eyes.
On the photo itself, zoom out. Try different angles of lighting. Different intensity of lighting. Change the angle of the photograph. When investigating a suspect joint I've always changed viewing angles and lighting. It makes a difference when the human eye can see from several vantage points in order to determine exactly what is being looked at.
Gold is a rather costly substitute for using enough good solder flux, which is a whole lot cheaper than gold. And solder is also much cheaper than gold.
Pretty much I agree so far. But as a Veteran inspector of over 30 years in the business, from the photograph it's hard to tell for sure. Even though IPC-610 recommends a limited magnification for inspection purposes a higher magnification would be in order to determine the problem/cause. Because the picture is unclear (to me) it could be solder mask, could be contamination, could be lots of things.
On the subject of gold, it dissolves into the solder making it brittle. Since this is SMT embrittlement shouldn't be a large issue. But if the board is going to see high shock and vibration then gold is IMHO not the way to go. Bit of a disagreement between MrSoftware and myself. But I respect all opinions. We each have our own experiences and see the world from our own eyes.
Interesting info about the gold and brittleness, I have not heard that before. My logic is the lack of corrosion with gold, and the solder flows really nice on it with good adhesion. Most of what I work on is lower volume stuff, a few thousand units a year.
Gold is a rather costly substitute for using enough good solder flux, which is a whole lot cheaper than gold. And solder is also much cheaper than gold.
I guess it depends on your margins. Just for an example, at JLPCB for 1500 boards, 75x75mm, selecting the immersion gold finish option (ENIG) costs $0.11/board. At 10,000 units the price doesn't change much at just over $0.10/board. For the things I work on, that's insignificant. But I can see how that would be a big deal for extremely high volume and low margin products.
In the Oilfield industry tools are manufactured that must operate under extreme heat and pressure as well as very high shock and vibration loads. I'm talking about the electronic packages that are down in the well very close to the actual cutting head. Back when I was in that industry the tools measured angle and compass heading so the drill operator could know where the drill string was going. From a single offshore oil platform they can drill (at the time) up to 300 different wells without having to move the rig. That information was transmitted to the surface using the flow of drilling mud which ran a turbine that generated electrical power for all the electronics in the package. There was a valve that would open and partially close, changing the flow pressure. Those pressure pulses would migrate up to the surface where a pressure transducer would read highs and lows. It could take 15 minutes to transmit simple information about what angle the drill head was at and which way it was pointing. By jetting the stone they could slowly influence the drill to turn into a new direction, thus steering the drill toward suspected pockets of crude oil.
That system was augmented by other sensors such as GM Tubes (Geiger Muller Tubes - or Geiger counters) to detect natural radiation. That information was logged and stored for retrieval when the drill string was pulled out of the well. Newer tools were added that measured porosity of the materials, the data stored. Eventually they started sending down radioactive materials that would cause ionization of the local materials. That ion fingerprint was measured. When all that information was retrieved they had a geological survey showing at what depth and where in relation to the drill rig those materials were encountered. In the older days they simply took the tailings that came out of the well and performed their measurements in a lab. As costly as the new tools were it proved to be cheaper and faster for the oil companies to know what they were drilling into and through at various levels.
Gold embrittlement was a huge problem because of solder joint failure due to fracturing of brittle solder, made brittle by the gold. On something like a computer or a pocket radio - embrittlement is hardly an issue. For hobbyists it's not an issue. But for a manufacturing plant, depending on where and how their product is going to be used, embrittlement can be a concern. albeit a minor concern. Take for instance portable defibrillators: They are often tossed in the trunk of police vehicles for emergency rescue of a patient who may have gone into ventricular fibrillation. There is a degree of potential banging around which could lead to fractured solder joints. You wouldn't want to depend on something that could fail simply because it's been banging around in a trunk for months on end.
A lot of gold embrittlement is of more concern with through hole technology because there are components suspended on legs. With surface mount tech. there is far smaller forces exerted on components simply because they don't stand proud of a circuit board. So in my hobby I am not concerned about embrittlement. Nothing I make is going to be life saving, nor is it likely to be subjected to severe stress, shock and vibration. But just as an interesting note I DID see a board that was placed in an ultrasonic cleaner and forgotten. When the operator came back to retrieve the board she found that all the legged components had been sheered off. ALL of the legged components. Not just one or two. And that was back in the oilfield industry. And it was an industrial ultrasonic cleaning tank used to clean boards.
I have lots of stories to tell about working in the oilfield arena.
Solder connection integrity is also a big concern on "go-fast" cars and motorcycles. The stakes are not as big as in the drilling business, but certainly an unhappy biker can be unpleasant. So good lead-based solder along with glue to hold stuff in place is the rule.
 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
Linkedin