Facebook
Facebook Google
Google GitHub
GitHub Linkedin
Linkedin
I think I am staritng to get the hang of the design and the CAM part.
So I am trying to perfect my design of my POV hard drive clock. I was having an issue with the disk being a bit too close to the LEDs. I tried a couple of things. I first sanded the back of the PCB. That did not help much. I then heated the Lexan disk and bent it outwards. That solved the problem but I was not satisfied with the technique.
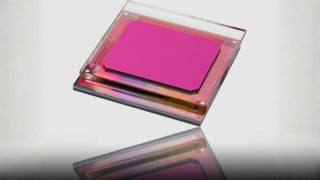
I then came up with the idea of designing a "riser" to elevate the disk a bit. The prototype in MDF is shown below.
The riser fits around the spindle. The plate you see fits inside the riser and screws down to the harddrive motor. The riser fits inside the recessed part of the disk. The hole it the disk is large enough to get access to the metal plate and screws.
The plate fits inside the riser pretty much perfectly. But when I fit the riser inside the plate I get a bit of play. Probably far less than a millimeter but it is there. Probably not much to worry about since it will be epoxied anyway.
But my question is why the play? The OD of the riser is identical to the ID of the recessed area on the disk. Is it because I am using MDF? Or slop on my machine? Or did I miss something in the design? Should I have made the recessed area a bit smaller? If so by how much? Is there a rule of thumb?
BTW I have some of the pieces assembled in the wrong order. For one everything is upside down. But this just seemed to be the best way to show how things fit together.



So I am trying to perfect my design of my POV hard drive clock. I was having an issue with the disk being a bit too close to the LEDs. I tried a couple of things. I first sanded the back of the PCB. That did not help much. I then heated the Lexan disk and bent it outwards. That solved the problem but I was not satisfied with the technique.
I then came up with the idea of designing a "riser" to elevate the disk a bit. The prototype in MDF is shown below.
The riser fits around the spindle. The plate you see fits inside the riser and screws down to the harddrive motor. The riser fits inside the recessed part of the disk. The hole it the disk is large enough to get access to the metal plate and screws.
The plate fits inside the riser pretty much perfectly. But when I fit the riser inside the plate I get a bit of play. Probably far less than a millimeter but it is there. Probably not much to worry about since it will be epoxied anyway.
But my question is why the play? The OD of the riser is identical to the ID of the recessed area on the disk. Is it because I am using MDF? Or slop on my machine? Or did I miss something in the design? Should I have made the recessed area a bit smaller? If so by how much? Is there a rule of thumb?
BTW I have some of the pieces assembled in the wrong order. For one everything is upside down. But this just seemed to be the best way to show how things fit together.
") MDF is what I use for the spoils board. I think this stuff is under layment. Yeah more of a pylwood.
MDF is what I use for the spoils board. I think this stuff is under layment. Yeah more of a pylwood.